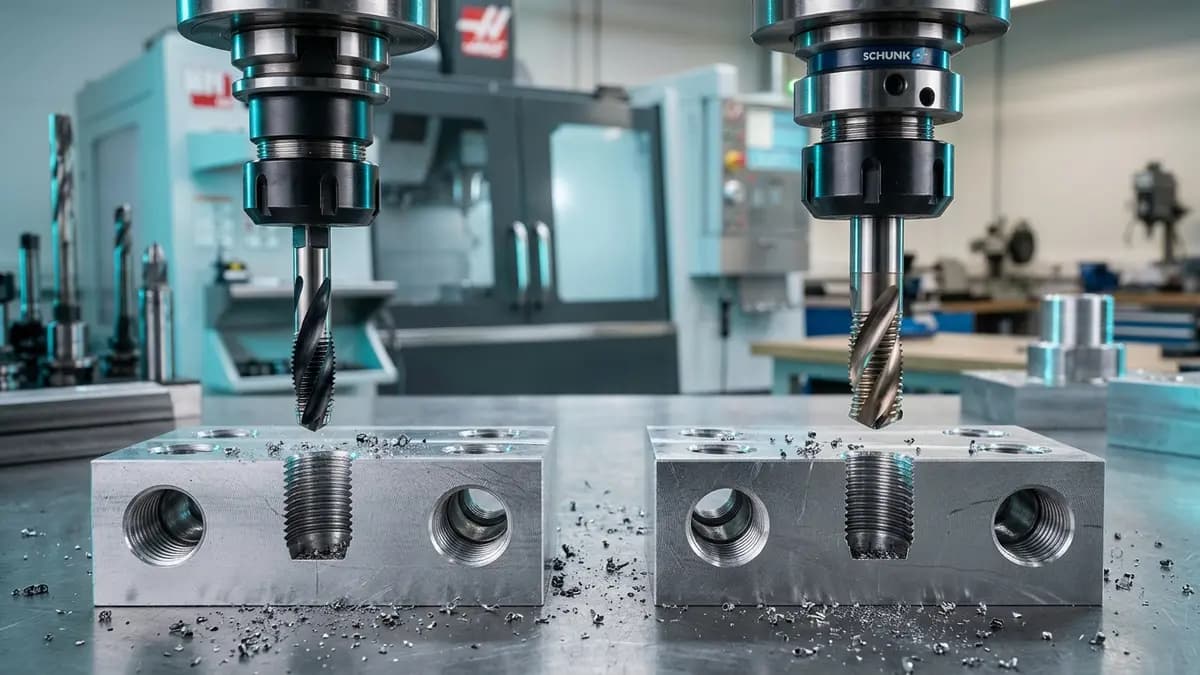
Tap vs Thread Mill: Which Threading Method Should You Choose?
Compare speed, risk, flexibility, and thread quality between taps and thread mills.
When edge life drops, finish becomes unstable, chips get hard to control, or the machine stops too often for tool changes, do not start by asking which tool is cheaper. Start with Tap vs Thread Mill: Which Threading Method Should You Choose?, then read what the material, machine, holder, coolant, and parameters are telling you.
What to Check
- taps are fast and simple for standard holes
- thread mills are more flexible and reduce scrap risk if the tool breaks
- blind holes, expensive parts, and large threads often justify thread milling
How to Apply It on the Shop Floor
On the shop floor, work through one issue at a time. Confirm material and hardness first, then check machine rigidity, holder, overhang, coolant, and clamping. If speed or feed needs tuning, change one variable and record the result so the team knows what actually helped.
Important Cautions
Use this article as a decision framework, not fixed cutting data. Before production use, compare it with the tool maker catalog, machine condition, and shop safety limits. If the case is unclear, send the current tool, material, operation, and problem details to CAGO for review.