车削刀片
刀片材料选错,隐藏成本会从哪里增加?
按工件材料选择刀片,并从刃口寿命、报废和停机时间看真实成本。
2026/5/20•作者 CAGO 技术团队
PILOT 车削刀片 降低成本 工件材料
如果刃口寿命变短、表面不稳定、切屑难控制,或机床频繁停机换刀,不要先问哪把刀更便宜。应先从「刀片材料选错,隐藏成本会从哪里增加?」入手,再观察材料、机床、刀柄、冷却和参数反映出的真实问题。
需要检查的重点
- 刀片成本不只是单片价格,而是每刃加工件数、报废和停机时间
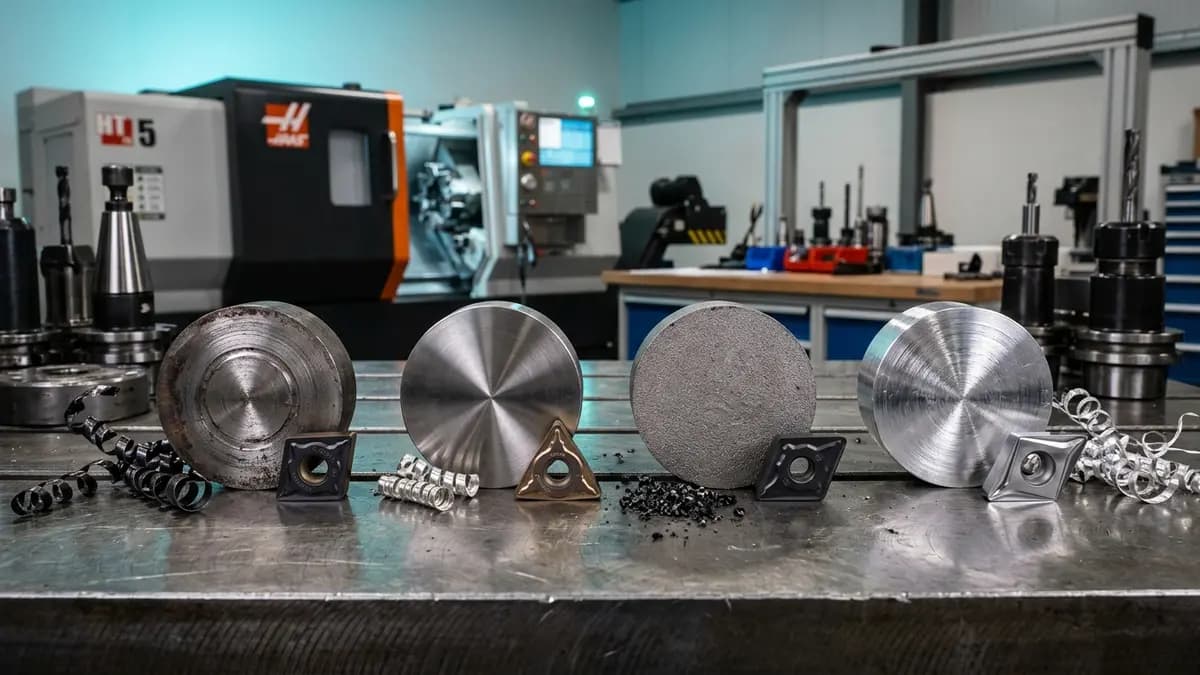
- 选型应先从工件材料开始,如钢、不锈钢、铸铁或铝合金
- PILOT 的 EP300、EP330、ES300、EP220、EC315 和 EAL 等等级应按材料匹配,而不是凭感觉选择
现场如何应用
现场应逐项排查。先确认材料和硬度,再检查机床刚性、刀柄、伸出量、冷却和夹持。若要调整转速或进给,每次只改一个变量并记录结果,否则很难知道真正改善来自哪里。
注意事项
本文应作为判断框架,而不是固定切削数据。正式生产前,应结合刀具厂家样本、机床状态和车间安全限制确认。若情况不明确,可把现用刀具、材料、工序和问题发给 CAGO 逐案判断。