Tap กับ Thread Mill ต่างกันอย่างไร และควรเลือกแบบไหน
เปรียบเทียบความเร็ว ความเสี่ยง คุณภาพเกลียว และความยืดหยุ่นระหว่าง tap และ thread mill
ถ้าเจองานที่คมสึกไว ผิวไม่ผ่าน เศษเริ่มคุมยาก หรือเครื่องต้องหยุดเปลี่ยนทูลบ่อย อย่าเพิ่งเริ่มจากคำถามว่าเครื่องมือรุ่นไหนถูกกว่า ให้เริ่มจาก Tap กับ Thread Mill ต่างกันอย่างไร และควรเลือกแบบไหน แล้วดูว่าวัสดุ เครื่องจักร holder coolant และพารามิเตอร์กำลังบอกอะไรอยู่
จุดที่ต้องตรวจ
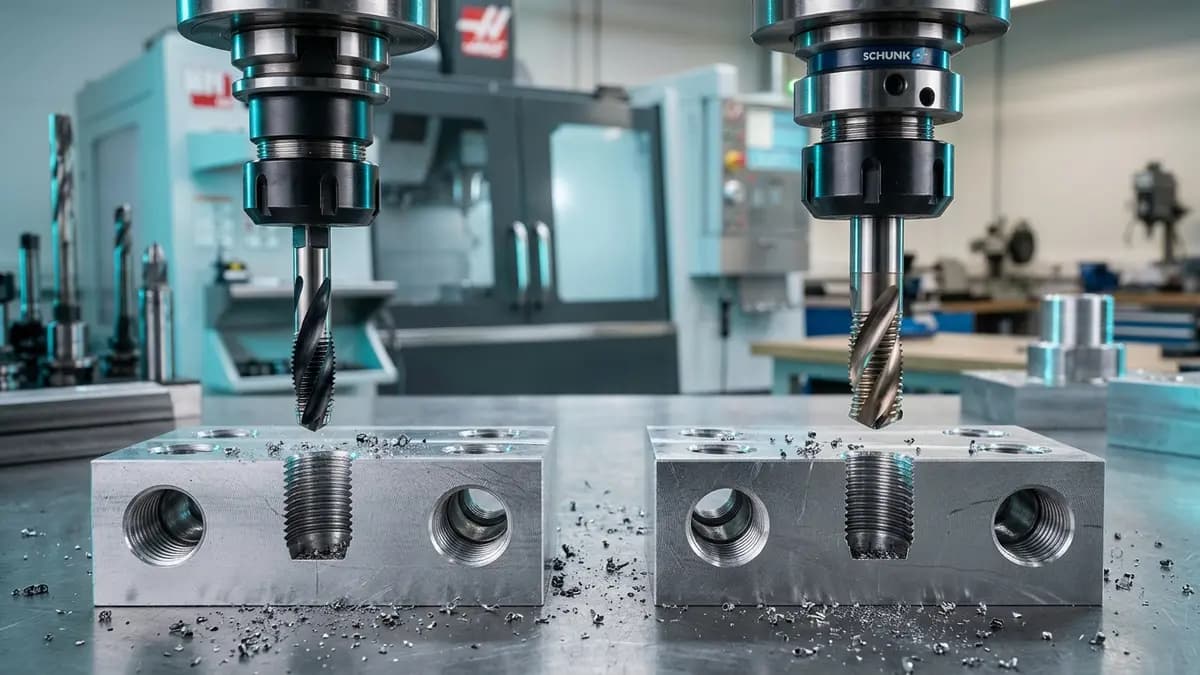
- tap เร็วและตรงไปตรงมาสำหรับรูมาตรฐาน
- thread mill ยืดหยุ่นกว่าและเสี่ยงงานเสียต่ำเมื่อดอกหัก
- รูตัน วัสดุแพง และ thread ใหญ่ควรพิจารณา thread milling
นำไปใช้หน้างานอย่างไร
หน้างานจริงให้ไล่ทีละเรื่อง เริ่มจากยืนยันวัสดุและความแข็งก่อน แล้วค่อยดูเครื่องจักร holder ระยะยื่น coolant และการจับยึด ถ้าจะปรับ speed/feed ให้ปรับทีละตัวและจดผล ไม่อย่างนั้นสุดท้ายจะไม่รู้ว่าที่ดีขึ้นเกิดจากอะไร
ข้อควรระวัง
ข้อมูลในบทความใช้เป็นกรอบคิด ไม่ใช่ตัวเลขตายตัว ก่อนใช้จริงควรเทียบกับ catalog ของผู้ผลิตเครื่องมือ สภาพเครื่องจักร และข้อจำกัดด้านความปลอดภัยของโรงงาน ถ้าไม่แน่ใจให้ส่งข้อมูลงานเดิมมาให้ CAGO ช่วยดูเป็นเคสไป