ใช้เม็ดมีดผิดวัสดุ ต้นทุนแอบบานตรงไหนบ้าง?
วิธีเลือกเม็ดมีดให้ตรงวัสดุงานและดูต้นทุนจริงจากอายุคมตัด งานเสีย และเวลาหยุดเครื่อง
ถ้าเจองานที่คมสึกไว ผิวไม่ผ่าน เศษเริ่มคุมยาก หรือเครื่องต้องหยุดเปลี่ยนทูลบ่อย อย่าเพิ่งเริ่มจากคำถามว่าเครื่องมือรุ่นไหนถูกกว่า ให้เริ่มจาก ใช้เม็ดมีดผิดวัสดุ ต้นทุนแอบบานตรงไหนบ้าง? แล้วดูว่าวัสดุ เครื่องจักร holder coolant และพารามิเตอร์กำลังบอกอะไรอยู่
จุดที่ต้องตรวจ
- ต้นทุนเม็ดมีดไม่ได้อยู่ที่ราคาต่อเม็ด แต่อยู่ที่จำนวนชิ้นต่อคม งานเสีย และเวลาหยุดเครื่อง
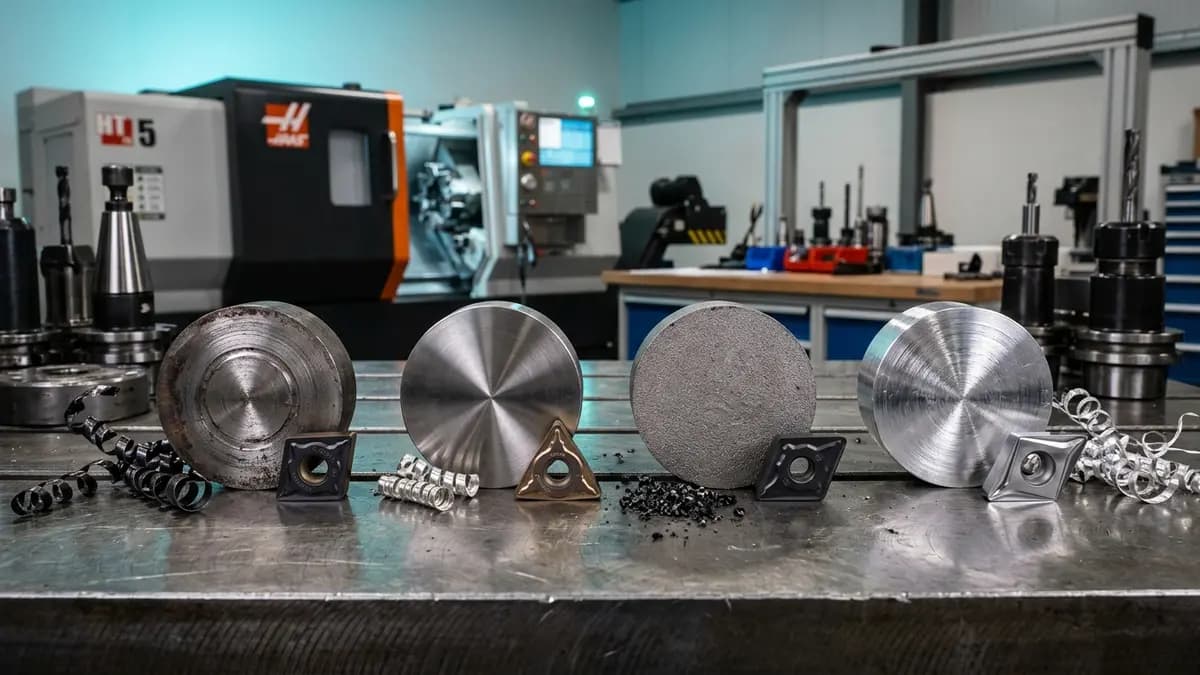
- เริ่มเลือกจากวัสดุงานก่อนเสมอ เช่น เหล็ก สเตนเลส เหล็กหล่อ หรืออลูมิเนียม
- เกรด PILOT อย่าง EP300, EP330, ES300, EP220, EC315 และ EAL ควรถูกใช้เป็นกรอบเทียบตามวัสดุ ไม่ใช่เลือกแบบเดาสุ่ม
นำไปใช้หน้างานอย่างไร
หน้างานจริงให้ไล่ทีละเรื่อง เริ่มจากยืนยันวัสดุและความแข็งก่อน แล้วค่อยดูเครื่องจักร holder ระยะยื่น coolant และการจับยึด ถ้าจะปรับ speed/feed ให้ปรับทีละตัวและจดผล ไม่อย่างนั้นสุดท้ายจะไม่รู้ว่าที่ดีขึ้นเกิดจากอะไร
ข้อควรระวัง
ข้อมูลในบทความใช้เป็นกรอบคิด ไม่ใช่ตัวเลขตายตัว ก่อนใช้จริงควรเทียบกับ catalog ของผู้ผลิตเครื่องมือ สภาพเครื่องจักร และข้อจำกัดด้านความปลอดภัยของโรงงาน ถ้าไม่แน่ใจให้ส่งข้อมูลงานเดิมมาให้ CAGO ช่วยดูเป็นเคสไป