เครื่องมือวัด
Dial bore gauge ใช้วัดรูในและความกลมยังไง
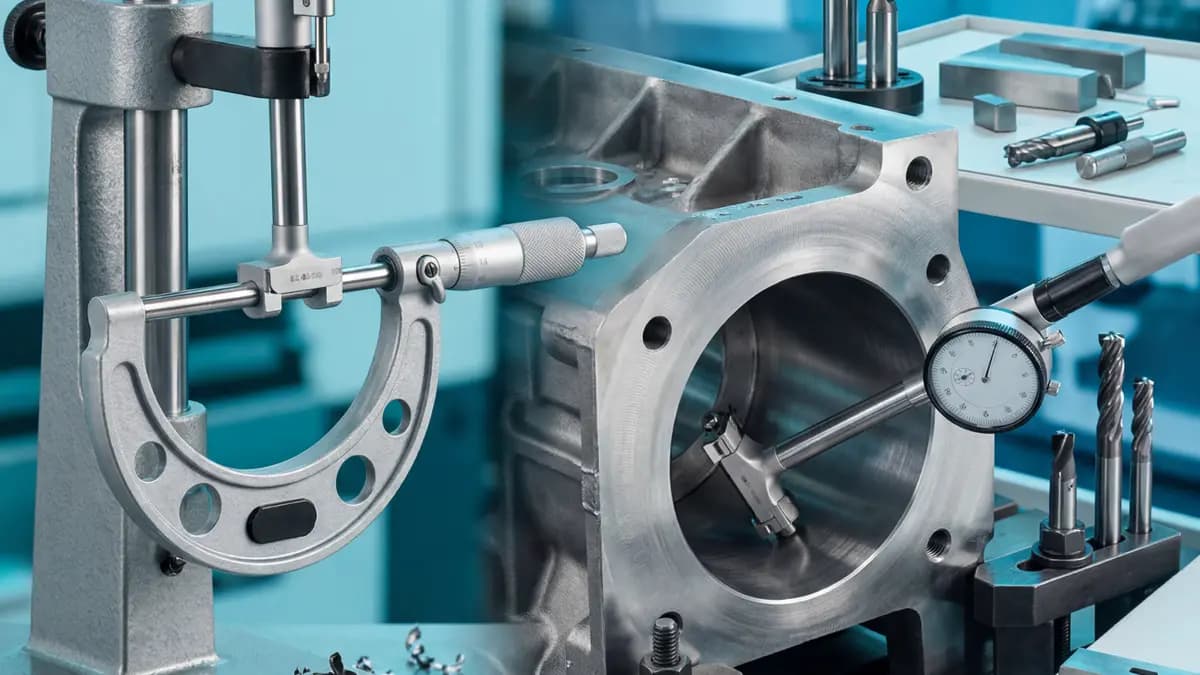
อธิบายวิธี zero เทียบกับไมโครมิเตอร์หรือ setting ring แล้ว rock หา reading ต่ำสุดในรูแบบไม่หลงจุด
20/5/2569•โดย ทีมผู้เชี่ยวชาญ CAGO
dial bore gauge วัดรูใน เครื่องมือวัด
งานวัดพลาดนิดเดียวอาจทำให้ตัดสินงานดีเป็นงานเสีย หรือปล่อยงานเสียออกไปโดยไม่รู้ตัว ให้เริ่มจาก Dial bore gauge ใช้วัดรูในและความกลมยังไง แล้วดูเรื่อง zero จุดสัมผัส แรงมือ และวิธีอ่านค่าก่อนสรุปว่าชิ้นงานผ่านหรือไม่ผ่าน
จุดที่ต้องตรวจ
- dial bore gauge เหมาะกับการอ่านขนาดรูใน ความกลม และ taper ของรู
- ต้องตั้งศูนย์เทียบกับ outside micrometer หรือ setting ring ก่อนวัดจริง
- ในรูต้อง rock หา reading ต่ำสุดก่อนอ่านค่าจริง ไม่ใช่กดค้างนิ่งๆ อย่างเดียว
นำไปใช้หน้างานอย่างไร
หน้างานจริงให้วัดแบบมีขั้นตอน อย่าหยิบเครื่องมือแล้วอ่านค่าเลยทันที เริ่มจากทำความสะอาด เช็กศูนย์ เลือกจุดวัดให้ตรงกับ drawing แล้ววัดซ้ำ ถ้าค่าแกว่งมากให้หาสาเหตุก่อน ไม่ควรเอาค่าเฉลี่ยไปปล่อยงานแบบเดา
ข้อควรระวัง
บทความนี้เป็นคู่มือใช้งานและตรวจเช็กเบื้องต้น ไม่แทนที่ WI, calibration procedure หรือระบบคุณภาพของโรงงาน ถ้างานมี tolerance แคบหรือเกี่ยวกับลูกค้าสำคัญ ควรเทียบ master และทำตามรอบสอบเทียบที่กำหนด